In-Place Machining Solution Resolves Shafting Issue
LINE BORING AND FLANGE FACING RESOLVE COMPLEX SHAFT ALIGNMENT ISSUE FOR SHIPYARD
A 12-year-old container ship was undergoing dry docking in China when issues with the main engine shafting were discovered. The coupling bolts for the flywheel and the intermediate shaft had elongated and been worn to an oval shape and there was 0.5mm clearance between the flywheel and intermediate shaft landing surfaces.
After a few days of attempting to remove the bolts, the customer approached Goltens to help troubleshoot and rectify the problems. Goltens reviewed the situation and provided a comprehensive technical proposal for the repair.
Goltens immediately deployed hot drill and line boring teams to the yard to work 24 hours a day to resolve the issue.

Vessel in Dry Dock in China

Hot Drilling seized bolts with Magnesium rods
Visible step at coupling mating due to misalignment
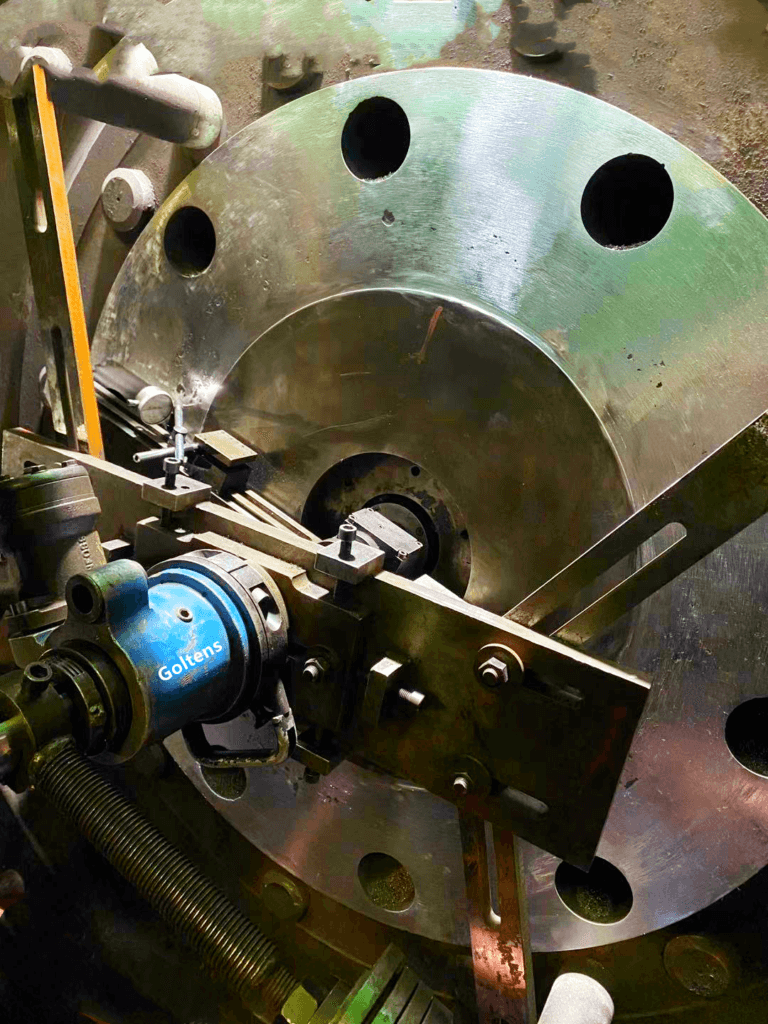
Coupling bore after proper alignment and line boring
Line Boring shaft coupling bolt holes
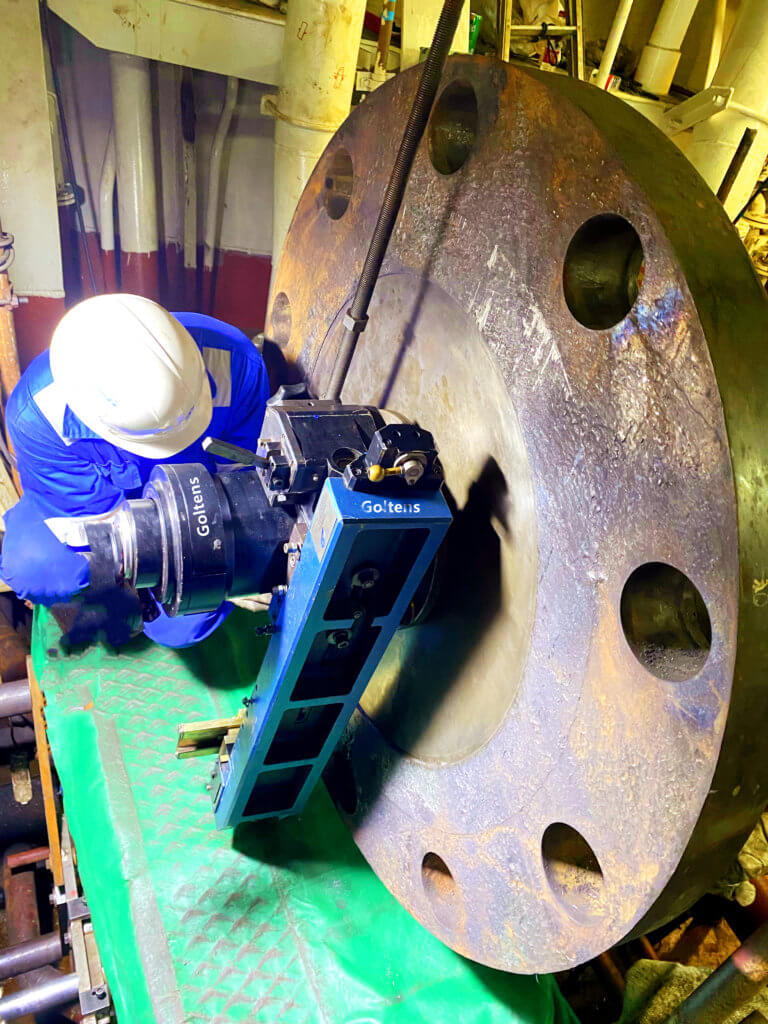
Machining damaged flange face
Flange face after machining
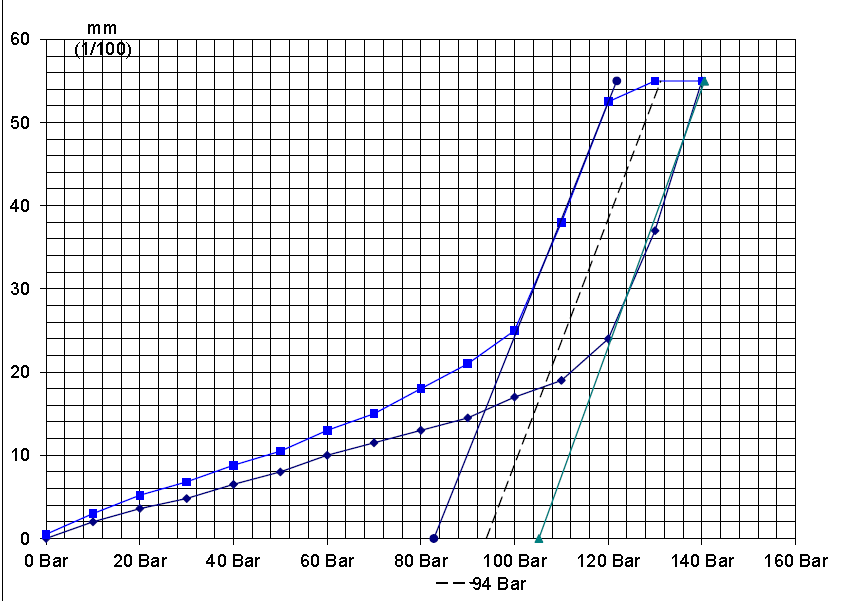
Jack up test on bearings

Graph of bearing jack up test

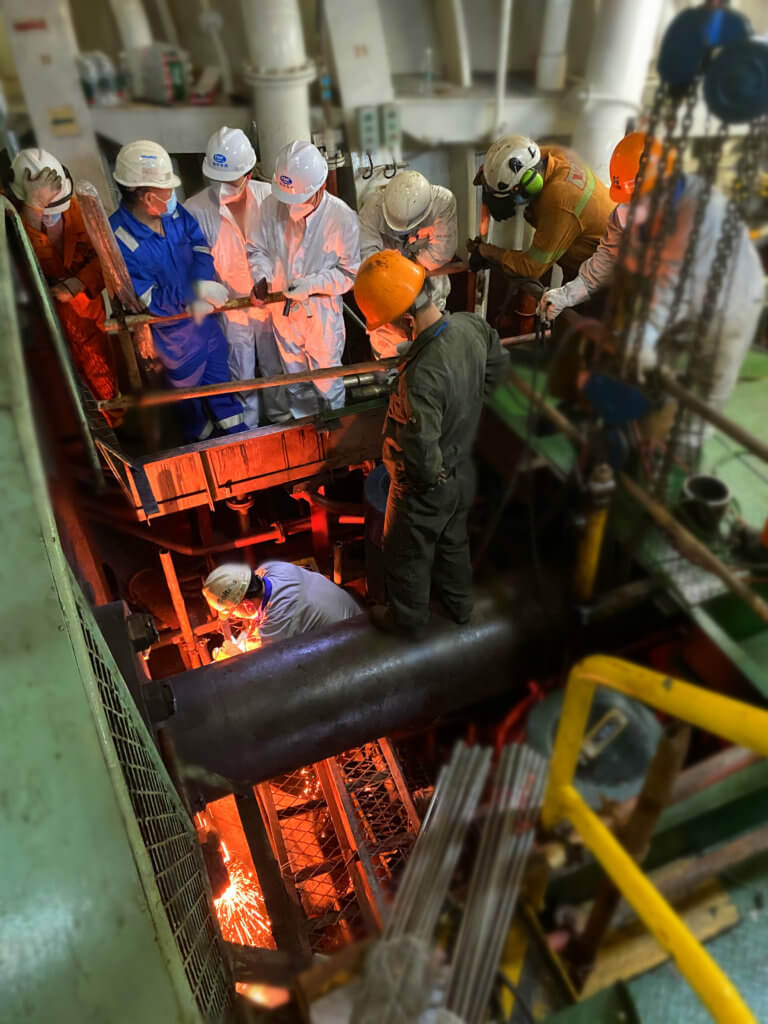




HOT DRILL BOLT REMOVAL
Goltens’ solution required the use of magnesium rods to hot drill the seized bolts from the couplings and line boring to rectify the bolt holes.
After the removal of the 10 bolts on the flywheel side and 12 bolts on the tail shaft end, inspection revealed the coupling holes were seriously worn and the flanges were out of alignment. Given the alignment challenge and the clearance between the couplings, the owner decided to lift the intermediate shaft to check the mating surfaces.
FLANGE FACING
The mating surfaces were badly worn with material peeling off. Goltens team mounted flange facing machines to the 1.270mm diameter flanges and restored the mating surfaces. After checking the surfaces for flatness, the shipyard lowered the intermediate shaft back into position.
LINE BORING
Goltens’ supervisor adjusted the alignment of the shaft and fixed the coupling with temporary bolts and confirmed the flange surfaces met with no clearance. The line boring team line bored the 22 coupling holes to an oversized diameter.
FINAL STEPS & SEA TRIAL
The shipyard installed newly fabricated bolts using dry ice prior to Goltens performing jack up tests on the bearings. Lastly, the clearance on the intermediate bearing was checked and the vessel cleared for a successful sea trial.
Download a PDF of this Resource
(Right click and select "Save File As..." or "Save Link As..." to save)
Download Now